
|
一 引言
塑胶由于其重量轻,强度高,价格低而被广泛地应用在家电、仪器仪表、电线电缆、建筑器材、通讯电子、航天航空、日用、玩具及汽车等行业。但是由于涉及到高分子材料性能,成型工艺,模具设计及注塑机等多方面的原因,在实际的注塑成型中经常会出现一些缺陷,如短射,缩痕,烧焦及飞边等。大多数的工程师会根据经验去设计产品或模具,经常要经过多次的试模,修模才能满足注塑成型的需求,这样会造成了开发周期长和成本过高的问题。因此,我们可以利用CAE的技术,模拟整个注塑的整个过程以及预测成型后产品的缺陷。本文以SOLIDWORKS Plastics对某产品外壳进行模拟分析,并根据分析结果进行优化。
二 SOLIDWORKS Plastics注塑模拟
SOLIDWORKS Plastics是一款基于SOLIDWORKS平台的模流分析软件。它可以模拟塑料制品在注塑成型过程中的流动,保压和冷却过程,预测产品的残余应力分布、纤维的排向、收缩和翘曲变形等,帮助设计人员及早发现问题,减少试模及修模次数,帮助我们缩短产品的上市周期,提高市场竞争能力。其分析流程如图1。
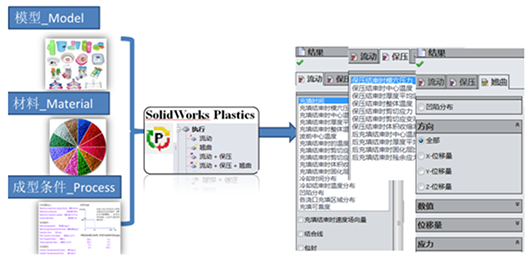
图 1 分析流程
2.1 3D 模型
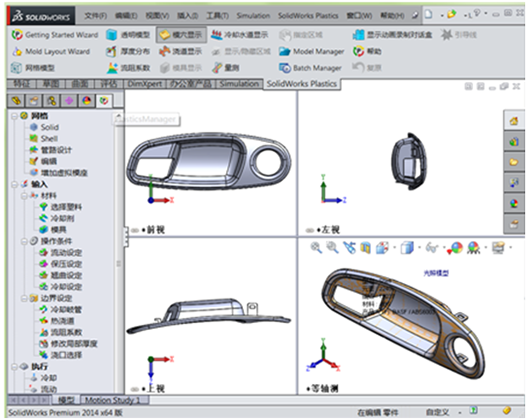
图 2 3D模型
图2 所示为某产品的外壳3D模型,采SOLIDWORKS建立模型,无需数据的转化,可以直接切换到SOLIDWORKS Plastics进行模流分析。产品要求外观光滑,设计浇注系统,确定合理的注塑成型条件。
2.2网格及材料
SOLIDWORKS Plastics根据用户输入的网格尺寸自动划分网格,支持局部网格加密。一般在几何变化较大的地方需要做网格细化处理。另外,SOLIDWORKS Plastics内置大概有5000多种材料可供我们选择,同时支持自定义。产品采用的材料为ABS。
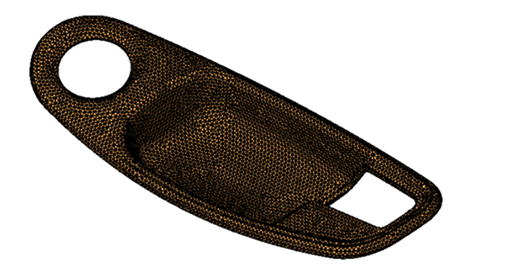
图 3 网格模型
2.3浇注系统及冷却系统的设计
SOLIDWORKS Plastics可以根据流动的平衡自动选择浇口的位置跟数量。综合产品外观要求,暂时采用设计如图浇道,浇口位置位于浇道上端的位置。另外考虑产品的冷却系统如图。只需要在SOLIDWORKS中绘制草图线就可以定义冷却水路及浇道。
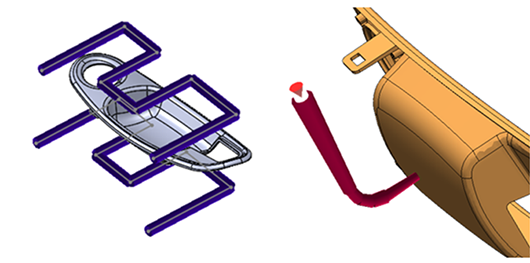
图4冷却水路及浇道
2.4 流动分析结果
流动分析用来预测制产品在特定的塑料材料以及相关注塑成型参数下的填充行为。填充分析结果主要用于查看产品的填充行为是否合理、填充是否平衡、能否完成对制件的完全填充等。用户可以根据动态的填充结果来查看填充阶段的熔体流动行为,判断填充流动行为是否合理。
通过分析结果,可以知道最大的注塑压力44.10Mpa,一般情况下最大压力应不超过注塑机压力极限的80%,若果分析部包含浇注系统,最大压力则不能超出注塑机压力极限的59%。同时要求压力分布均匀,如图5。从图中可以知道压力分布并不均匀,这是由于产品结构与进浇位置决定的。另外,填充时间为1s。最大锁模力29.17T,填充完成最高温度244.48℃。包封出现在如图5 所示的位置,如果包封的位置不在分型面上,则需要在该包封位置设计排气。熔合线则出现在侧面,需要尽量保证熔合线不出先在受力位置上和影响外观。
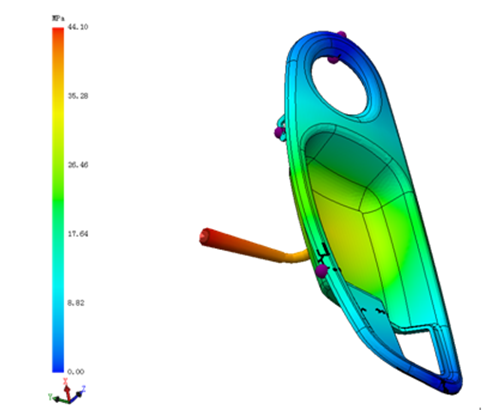
图 5 填充结束时模穴压力
2.5冷却结果及优化
冷却分析参数主要有塑件和模具的温度、模具热通量、冷却结束时产品温度及冷却时间等。通过冷却分析结果判断产品冷却效果,所需的冷却时间,确定成型周期。如图6所示,冷却时间为10.34s,冷却结束时产品温度最高温度为69.44℃,最低位56.20℃,冷却效果较差。我们可以将冷却水路进行优化,将冷却水路贴近产品。优化后冷却时间降低到9.04s,模面温度降低到60摄氏度。优化后的结果如图7所示。
|
- 1
- 2
- 3
- 4



基于SOLIDWORKS Plastics的塑胶成型仿真分析
时间:2016-11-28 10:56来源:未知 作者: 点击:
次
------分隔线----------------------------