
|
数控加工
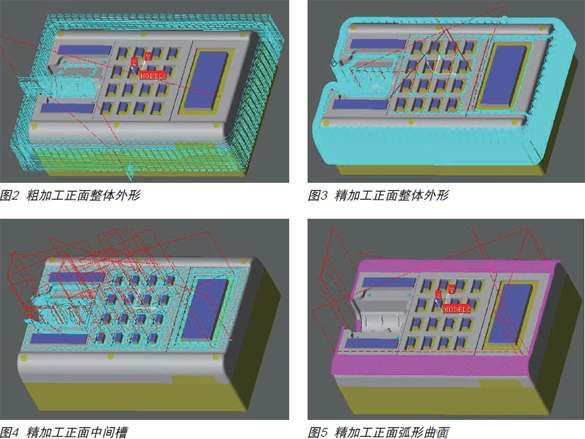
该POS机毛坯尺寸为250×150× 60mm,整体加工高度为60mm,材料为ABS。下面仅以下盖为例,整个模型采用CIMATRON 软件加工模块进行数控加工,其X、Y定位基准决定选在产品的中央,Z定位基准决定选在POS机下盖的顶面上,正面采用台口钳固定毛坯,背面侧采用502胶粘在压板上后固定在CNC加工中心工作台上即可,其加工过程为:先粗加工正面整体外形→精加工正面→粗加工背面整体外形→精加工背面的方式进行数控加工。 ▲下盖正面粗加工(WCUT) 使用D24R0端铣刀,采用3D体积块螺旋加工方式(Volume Milling-Sipral Cut-3D),安全平面(CLEARANCE PLANE)为50mm,螺旋角(Ramp Angle)为3°,加工的最大高度(Z-top)为0mm,加工的最低高度(Z-bottom)为10mm,切深(Down Step)为2 mm,步距(Side Step)为18 mm,粗加工余量(Part Surface Offset)为0.3 mm,加工精度(Part Surface Toleranc)为0.05mm,铣削方向(Milling Direction)为Climb Milling,切割方向(Cut Direction)为Inside Out,Clean Between Passes:Yes,主轴转速(SPINDLE_SPEED)为5000rpm,进给速度(CUT_FEED)为2800mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图2所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个下盖的正面外形被铣出,符合工艺的要求。 ▲下盖正面精加工一(WCUT FINISH) 精加工选用D16R0.8镶片铣刀,采用曲面铣削(Surface Milling,By Layers)的加工方式,安全平面(CLEARANCE PLANE)为50mm,加工的最大高度(Z-top)为0mm,加工的最低高度(Z-bottom)为10mm,切深(Down Step)为0.5mm,粗加工余量(Part Surface Offset)为0 mm,加工精度(Part Surface Toleranc)为0.01mm,铣削方向(Milling Direction)为Climb Milling,切割方向(Cut Direction)为Inside Out,主轴转速(SPINDLE_SPEED)为5500rpm,进给速度(CUT_FEED)为3000mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图3所示的外围刀路。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个遥控器的正面外形被铣到位,符合工艺的要求。
▲下盖正面精加工二(WCUT FINISH) 精加工选用D4端铣刀,采用曲面铣削(Surface Milling, By Layers)的加工方式,安全平面(CLEARANCE PLANE)为50mm,加工的最大高度(Z-top)为0mm,加工的最低高度(Z-bottom)为10mm,切深(Down Step)为1mm,粗加工余量(Part Surface Offset)为0 mm,加工精度(Part Surface Toleranc)为0.01mm,铣削方向(Milling Direction)为Climb Milling,切割方向(Cut Direction)为Inside Out,主轴转速(SPINDLE_SPEED)为6000rpm,进给速度(CUT_FEED)为3000mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图4所示的刀路。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个下盖的正面中间形状被铣到位,符合工艺的要求。 |
- 1
- 2
- 3
- 4



CAD/CAM软件在快速成型新品中的应用(3)
时间:2015-08-24 10:53来源:未知 作者: 点击:
次
------分隔线----------------------------
- 上一篇:简化您的电气系统设计
- 下一篇:基于solidworks对结构架的分析和优化