
|
一、概述
随着CAD技术的发展,为了提高设计质量与效率,越来越多的企业都采用了三维CAD软件。SolidWorks就是一种具有代表性的基于特征的参数化、全相关的三维设计软件,而且也是基于Windows平台的强大功能,易学、易用,在企业和科研机构中应用非常广泛。
在冲压模设计中,既有冲压工艺方面的计算,又有模具结构方面的设计。设计者往往只考虑到CAD软件几何造型方面的强大功能,而主要把它放在零件造型方面的应用,而忽略了其他方面的应用,比如冲压件排样设计、压力中心和冲裁力的计算、毛坯尺寸计算等。如果能够把CAD软件巧妙地应用在这些方面,可以收到事半功倍的效果,极大地提高设计效率与质量。
二、SolidWorks在冲压工艺计算中的应用
1.排样设计及利用率计算
在冲压模设计中,排样的设计是很重要的内容。合理的排样是提高材料利用率、降低成本、保证冲压件质量及模具寿命的有效措施。如果采用传统的方法来设计,势必非常繁琐,但是利用SolidWorks所提供的测量等功能,可以很快地求出排样的材料利用率。
图1为某止动片的工件,板料厚度为1mm。下面利用SolidWorks比较两种直排的排样方案的材料利用率。 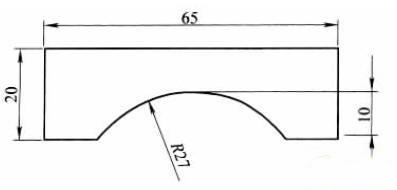
图1 止动片的工件
方案I如图2所示。根据工件材料和厚度,确定工件与板料边缘的搭边值为2mm,工件间的搭边值为1.5mm,假设使用长为900mm、宽为24mm、厚度为1mm的条料,送料步距为66.5mm。 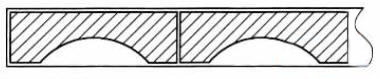
图2 排样方案I
具体方法为:根据假设的条料尺寸,先利用“钣金”工具【基体-法兰/薄片】生成条料的三维模型,利用【工具】、【测量】命令,求出条料的面积为21600mm2。
再在条料上利用【拉伸切除】和【线性阵列】命令生成冲裁掉工件后的板料模型(如图3所示),同样可以求出冲裁掉工件后的条料面积为8496.14mm2。 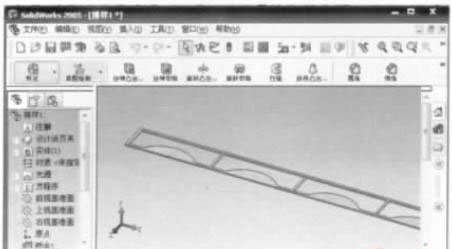
图3 排样方案I在SolidWorks中的模型
最后可以求出该排样的材料利用率:n=(21600-8496.14)/21600=60.67%。
方案Ⅱ如图4、图5所示。使用长为900mm、宽为69mm、厚度为1mm的条料,送料步距为21.5mm。同理可以求出,条料的面积为62100mm2,冲裁掉工件后的条料面积为20772.44mm2,则该排样的材料利用率:n=(62100-20772.44)/62100=66.56%。 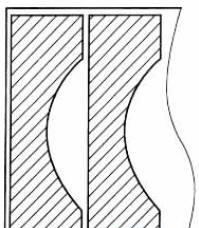 图4 排样方案Ⅱ 
图5 排样方案Ⅱ在SolidWorks中的模型
显然,比较两种方案,方案Ⅱ较为合理。 |
- 1
- 2
- 3
- 4



SolidWorks在冲压工艺计算中的应用
时间:2015-06-10 14:25来源:未知 作者: 点击:
次
------分隔线----------------------------