
|
自1916年Banbury发明了主要用于先进混炼加工的Banbury密炼机,时至今日,密炼机以其效率高、周期短,能力大和减轻劳动强度、改善劳动条件等优点,已成为橡胶工业中的主要混炼设备之一。
混炼是一系列橡胶作业的第一步。它决定着后面诸多工序的功效,并对产品性能具有很大的影响。在混炼过程中,转子向胶料施加强烈的摩擦、挤压等作用,从而达到混炼的目的。因此,转子的结构及使用性能直接影响密炼机的工作性能、生产效率及胶料的质量。
多年来,人们针对密炼机展开了各种研究,绝大部分是对转子的研究。ZZ2转子是益阳橡胶塑料机械集团有限公司开发的并申请了国家专利产品,正处于发展和完善的过程中。
以往对转子进行强度、刚度分析时,大都使用变截面梁变形计算的初参数法求密炼机转子的变形。这种方法通过加载恒定不变外载荷,将转子变截面变化成等截面,然后通过材料力学方法计算出变形力与力矩,再对计算出近似的应力值进行核算。它忽视了转子凸棱螺旋面的存在,且密炼室内的受力复杂,因此误差很大。通过转子三维实体造型,利用有限元法,能很好的模拟出转子各部位受力情况,对转子的应力分布、位移变化、安全系数等情况进行计算,提高转子受力分析的准确性,给转子设计提供参考,提高设计效率。
1 ZZ2转子的三维实体造型
ZZ2转子的棱顶圆展开如图1所示: 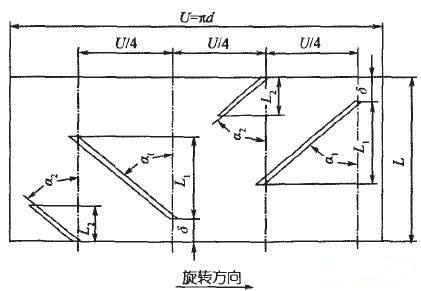 图1 ZZ2转子棱顶圆展开图
(1)每一个转子上有两对长棱和两对短棱;长棱与短棱平行分布,一组长短、棱与另一组长、短棱相向布置。
(2)长棱的螺旋角为α1,短棱的螺旋角为α2,短棱螺旋角与长棱螺旋角相等。
(3)长棱不与转子端面相联,形成棱端流胶槽,其轴向宽度为δ,长棱在轴线投影长度为L1。
(4)短棱处于旋转方向长棱的下游,短棱与转子端面相联,短棱轴线的投影长度为L3。
(5)基圆半径为r,棱顶宽度为S。
(6)转子的最大回转半径为R,转子长度为L。
(7)转子迎胶面和背胶面圆周半径分别为R1、R2。
(8)各个参数间存在以下关系:
L/D=1.45士0.10;
L1/L=0.5-0.7;
δ/L=0.15-0.35;
θ1=-2=30~40°;
1/2L>L2>δ。
根据以上结构特征进行二维造型。三维造型方法一般来说主要有编程法,柱状实体扭转法,放样法,扫描成型法四种。本文采用扫描成型法生成三维模型。
1.1 绘制转子的轴截面
根据高聚物加工流变学的分析,截面形状是影响混炼效果的重要原因之一。为了提高转子的混炼效果,必须合理的设计转子截面形状。
在SolidWorks首先使用草图功能建立草图,此时,不必要考虑实际大小,快速绘出大概轮廓形状。然后利用约束精确定义其形状,标注尺寸最终完成草图如图2所示。 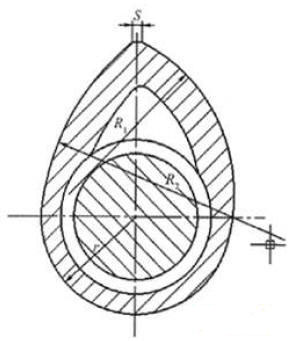 图2 ZZ2转子体截面
1.2 运用参数方程生成螺旋线
密炼机转子因为具有复杂的螺旋突棱而显得比较难以设计、加工和制造。然而,运用参数方程可以按照设计的的意图精确地设计出转子所具有的螺旋突棱。采用参数方程的形式,避免复杂编程处理,大大减少了工作量,若想改变转子参数,只需改变表达式的值即可。
1.3 采用扫描成型法生成ZZ2转子的三维实体
先扫描成型生成转子棱.再生成转子轴的其他部分。选择螺旋线作为引导线(为了保证其精准性可以生成2-3条螺旋线作为引导线)。然后选择界面线串设置参数,通过设置合理的参数,最终生成螺旋棱.然后通过操作软件的三维功能生成其余的转子棱.最后生成转子轴及其轴上的其它部分,如:键槽,螺纹、冷却水孔等。本文建立的ZZ2转子三维实体模型如图3所示。
|
- 1
- 2
- 3
- 4



ZZ2转子的三维造型与有限元结构分析
时间:2015-03-23 09:42来源:未知 作者: 点击:
次
------分隔线----------------------------
- 上一篇:3D设计驱动仪表创新动力
- 下一篇:设计焊接结构变得简单